
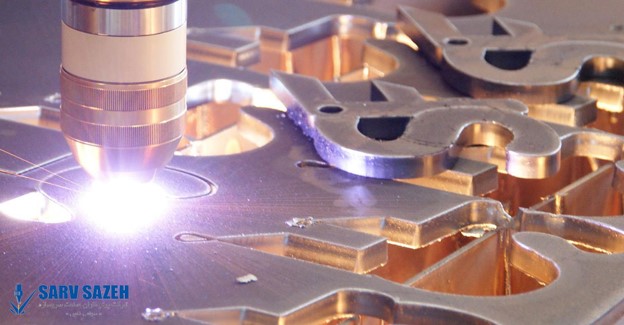
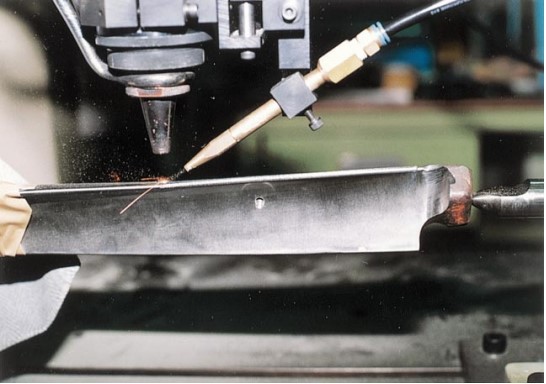
برش لیزری عمدتاً یک فرآیند حرارتی است که در آن از پرتو لیزر متمرکز برای ذوب مواد در یک نقطه کوچک استفاده می شود. برای خارج کردن مواد مذاب و ایجاد روکش از جت گاز محوری استفاده می گردد. با حرکت پرتو لیزر یا قطعه کار تحت کنترل CNC برش ایجاد می شود. سه نوع اصلی برش لیزری وجود دارد: برش فیوژن، برش شعله و برش از راه دور.
در برش همجوشی یا فیوژن، گاز بی اثر (معمولاً نیتروژن) مواد مذاب را از روی قطعه کار خارج می کند. گاز نیتروژن با ماده مذاب واکنش گرمازایی نشان نمی دهد و بنابراین در ورودی انرژی نقشی ندارد. در برش شعله از اکسیژن به عنوان گاز کمکی استفاده می گردد. این امر علاوه بر اعمال نیروی مکانیکی بر روی مواد مذاب، یک واکنش گرمازا ایجاد می کند که باعث افزایش انرژی ورودی به فرایند می شود.
در برش از راه دور، مواد توسط پرتو لیزر با شدت بالا تا حدی تبخیر شده (حذف می شوند) و اجازه می دهد ورق های نازک بدون گاز کمکی بریده شوند.
فرآیند برش لیزری با سیستمهای CAD/CAM آفلاین که سیستمهای سه محور مسطح یا روباتهای شش محور برای برش لیزری سه بعدی را کنترل می کند، عملکرد خودکار دارد.
بهبود دقّت، مساحت لبه و کنترل حرارت به این معنی است که فرایند لیزر به طور فزاینده ای جایگزین سایر تکنیک های برش پروفایل، مانند پلاسما و اکسی سوخت می شود. دستگاه های لیزری بسیار پیشرفته ای برای برش در بازار وجود دارد که می توان از آنها برای برش فلزات استفاده کرد.
لیزر حالت جامد
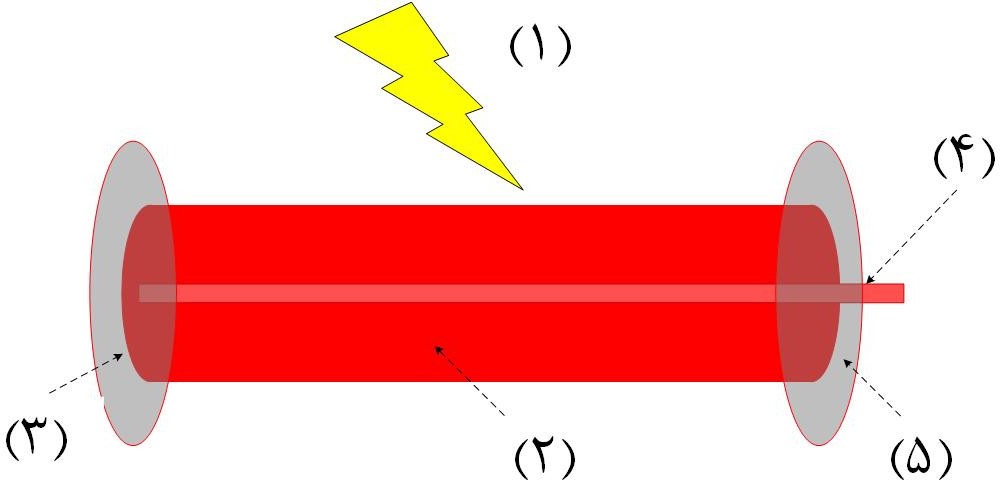
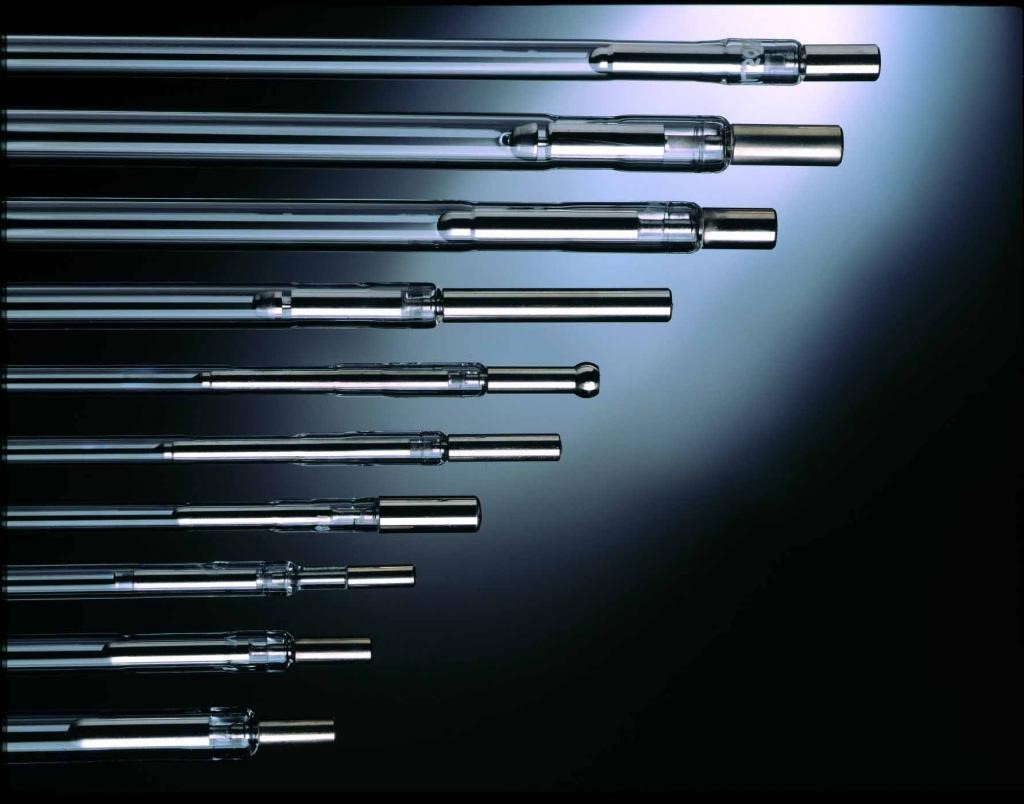
لیزرهای حالت جامد، یکی از قدیمی ترین تکنیک هاست و از میله کریستالی یا شیشه ای استفاده می کند. این میله با یونهایی که حالتهای انرژی مورد نیاز را تامین می نمایند، مطابق شده است. دو نوع از رایج ترین لیزرهای این دسته، لیزر دیود و لیزر Nd: YAG هستند.
دیود لیزری یک دستگاه نیمه هادی مشابه دیود ساطع کننده نور است که در آن پرتو لیزر در محل اتصال دیود ایجاد می گردد. معمولاً این تکنیک در خواندن یا ضبط دیسک های CD/DVD/Blu-ray و اشاره گرهای لیزری مشاهده می شود. معمولاً قدرت لیزر دیود کمتر از 10 وات است. به عنوان مثال، ماژول حکاکی لیزری FLUX Delta+ از لیزر دیود 200 میلی وات استفاده می کند. قدرت کم، سرعت کند حکاکی و رنگ تیره نتیجه، لیزر دیود را برای مقادیر کم حکاکی غیر فلزی ایده آل می سازد.

لیزر Nd: YAG از گارنت آلومینیوم ایتریوم مطابق شده با نئودیمیم به عنوان یک رسانه لیزری فعال با طول موج 523 /1064 نانومتر استفاده می کند. این طول موج به راحتی توسط فلز جذب می شود، بنابراین برای حکاکی فلز مناسب است، نه برای حکاکی مواد غیر فلزی. مشخصات بالاتری از این لیزر می تواند در حالت پالس برای تنظیم رنگ نتایج آن روی فلز عمل کند. قدرت لیزر معمولاً در مقایسه با انواع دیگر لیزر کوچکتر است ، اما قدرتمندتر و سریعتر از لیزر دیود است ، بنابراین برای حکاکی فلز ایده آل است. اکثر دستگاه های علامت گذاری لیزری که می بینیم از لیزر Nd: YAG استفاده می کنند ، که برای علامت گذاری فلزات در مقادیر زیاد و سطح کوچک در کارخانه ها بسیار مناسب است.
روش های متداول برش لیزری فلزات
با پیشرفت تکنولوژی، دستگاه های جدیدتری در زمینه برش لیزری فلزات ساخته و معرفی شدند. امروزه اکثر برش های لیزری ورق های صنعتی با استفاده از دو نوع لیزر CO2 و فایبر انجام می شود. البته لیزر های دیود مستقیم هم در صنعت کاربرد دارند که به تشریح آن خواهیم پرداخت.
لیزر CO2
لیزر CO2 (لیزر دی اکسید کربن) مخلوط گازی تولید می کند که بیشتر از دی اکسید کربن (CO2)، هلیوم و نیتروژن تشکیل شده است. چنین لیزری با استفاده از تخلیه الکتریکی به صورت الکتریکی پمپ می شود.
لیزرهای CO2 معمولاً در طول موج 10.6μm منتشر می گردند. دستگاه هایی که برای پردازش مواد استفاده می شوند، می توانند پرتوهای کیلووات زیادی تولید کنند. بازدهی پلاگین لیزرهای CO2 حدود 10 است که از بیشتر لیزرهای حالت جامد پمپ شده با لامپ (به عنوان مثال لیزرهای ND: YAG) بیشتر می باشد. اما این بازدهی از بسیاری از لیزرهای پمپ شده با دیود کمتر است.
لیزر CO2 می تواند مواد ضخیم تر (> 5 میلی متر) را سریعتر از لیزر فایبر با همان قدرت برش دهد. همچنین هنگام برش مواد ضخیم تر، سطح صاف تری ایجاد می کند. برش لیزری ورق فلزات از لحاظ تاریخی با لیزرهای CO2 آغاز شد. اکثر دستگاه های برش لیزری CO2 سیستم های سه محوره هستند (X-Y، کنترل موقعیت یابی دو بعدی با کنترل ارتفاع محور Z).

با این حال، روشهای مختلفی برای دستیابی به حرکت X-Y وجود دارد: حرکت سر لیزر، حرکت قطعه کار یا ترکیبی از هر دو.
سیستم اپتیک
متداول ترین رویکرد به عنوان سیستم “اپتیک پرواز” شناخته می شود. در این رویکرد قطعه کار ثابت می ماند و آینه ها در هر دو محور X و Y جابجا می شوند. مزایای این روش این است که موتورها همیشه جرم ثابت و مشخصی را جابجا می کنند. اغلب این موتور ها بسیار سنگین تر از قطعه کار هستند، اما پیش بینی و کنترل آنها آسان تر است.
از آنجا که قطعه کار جابجا نمی شود، هیچ محدودیتی برای وزن ورق وجود ندارد. عیب رویکرد پرواز نوری، تغییر اندازه پرتو است، زیرا پرتو لیزر هرگز کاملاً موازی نیست. اما در واقع هنگام خروج از لیزر کمی تغییر می کند.
این بدان معناست که بدون کنترل واگرایی، ممکن است به دلیل تغییر در اندازه تیر خام، تفاوت هایی در عملکرد برش بین قسمت های مختلف جدول وجود داشته باشد. این اثر را می توان با افزودن یک اپتیک، مجدد کاهش داد یا اینکه برخی از سیستم ها از کنترل آینه تطبیقی استفاده کنند.
جایگزین این رویکرد یک سیستم “نوری ثابت” است که در آن سر لیزر ثابت می ماند و قطعه کار در هر دو محور X و Y منتقل می شود. این وضعیت از نظر نوری ایده آل است، اما از نظر مکانیکی خوب نیست، مخصوصاً برای ورق های سنگین تر.
برای وزنهای ورق نسبتاً سبک، یک سیستم نوری ثابت می تواند یک گزینه مناسب باشد، اما با افزایش وزن ورق، موقعیت دقیق مواد با سرعت بالا می تواند مشکل ساز باشد.
گزینه سوم به عنوان سیستم “ترکیبی” شناخته می شود، جایی که سر لیزر در یک محور و مواد در محور دیگر حرکت می کند. این گزینه اغلب نسبت به اپتیک ثابت عملکرد بهتری دارد. اما همچنان در این رویکرد وزن ورق های سنگین مشکل ساز می شود.
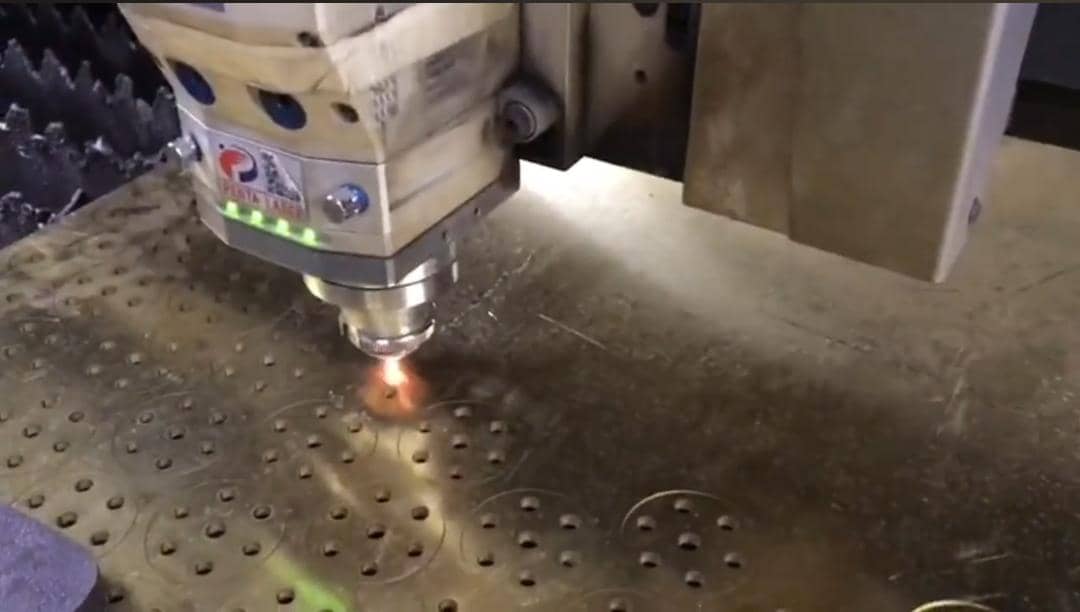
لیزر فایبر
لیزرهای فایبر یکی از اعضای خانواده ای به نام “لیزرهای حالت جامد” هستند. همانطور که گفته شد، در لیزرهای حالت جامد، پرتو توسط یک محیط جامد تولید می شود. لیزرهای فایبر، لیزرهای دیسکی و لیزرهای Nd: YAG در یک گروه قرار دارند.
یک پرتو لیزر فایبر توسط یک سری دیودهای لیزری تولید می شود. سپس پرتو لیزر از طریق یک فیبر نوری منتقل می گردد و در آنجا تقویت می شود (مشابه حفره معمولی لیزر در لیزرهای CO2). پرتو تقویت شده، در هنگام خروج از فیبر نوری، جمع شده و سپس توسط یک عدسی مقعر بر روی ماده ای که باید بریده شود، متمرکز می گردد. منابع لیزری فایبر دارای مزایای زیر هستند:
- یک منبع لیزری فایبری، برخلاف یک رزوناتور معمولی CO2، هیچگونه قسمت متحرک (مثلاً فن برای گردش گاز) یا آینه به عنوان منبع تولید کننده نور ندارد. این یک مزیت عمده از نظر کاهش نیازهای تعمیر و نگهداری و هزینه های عملیاتی است.
- لیزرهای فایبر معمولاً دو تا سه برابر بیشتر از لیزرهای CO2 با قدرت یکسان، مصرف انرژی دارند.
- لیزر فایبر می تواند ورقه های نازک را سریعتر از لیزر CO2 با همان قدرت برش دهد. این مزیت به دلیل جذب بهتر طول موج لیزر فایبر در قسمت برش است.
- لیزرهای فایبر قادر به برش مواد بازتابنده بدون ترس از آسیب بازتاب به دستگاه هستند. این مزیت باعث می شود مس، برنج و آلومینیوم بدون مشکل بریده شوند.

لیزر دیود مستقیم
فناوری لیزر دیود مستقیم جدیدترین پیشرفت در زمینه لیزرهای حالت جامد است. در این فناوری، چندین پرتو لیزر ساطع شده از دیودهای لیزر با طول موج های مختلف، با استفاده از تکنیک های به اصطلاح ترکیب پرتو روی هم قرار می گیرند.
لیزرهای دیود مستقیم، بر خلاف لیزرهای فایبر، شامل مرحله افزایش روشنایی نمی شوند و تلفات نوری کمتری را به همراه دارند و راندمان پلاگین دیوار را افزایش می دهند. با این حال، لیزرهای دیود مستقیم در حال حاضر در مقایسه با لیزرهای فایبر دارای کیفیت پرتو پایین تری هستند. لیزرهای دیود مستقیم با قدرت چند کیلووات به صورت تجاری در دسترس می باشند و با موفقیت برای برنامه های برش ورق آهن استفاده می شوند. شرکت سروسازه لیزر با تجربه 13 ساله خود در زمینه برش لیزری ورق فلزات، همواره با پیشرفت های این صنعت همسو بوده است. این شرکت برای خدمات برش ورق فلز خود از دو دستگاه فایبر و CO2 بهره می برد. از اینرو، توانسته است کارنامه بسیار مطلوبی در زمینه برش لیزری انواع ورق فلزات رقم بزند و تمامی طرح های پیچیده مشتریان خود را بدون نقص پیاده سازی کند






















بدون دیدگاه