
خم کاری فلزات چیست؟
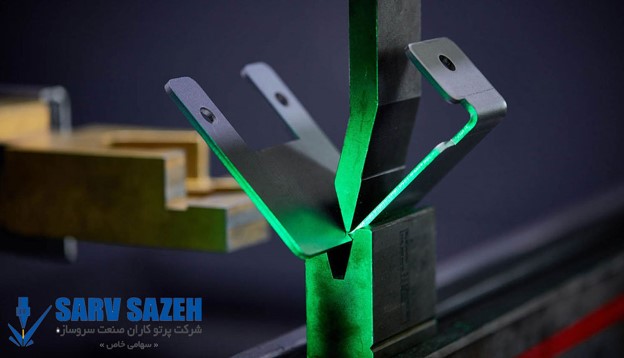
خم کاری فلزات فرآیندی است که در آن فلز با اعمال نیرو به بخشی از آن تغییر شکل می دهد، که باعث می شود با زاویه ای خاص خم شود و شکل مورد نظر را بدست آورد. اغلب این شکل شبیه حروف انگلیسی “V” یا “U” است. در فرآیند خم کاری فلزات از ابزاری با نام ترمز پرس استفاده می شود. ترمز پرس ابزاری است که در فرآیند خم کاری ورق فلزی از یک پانچ و یک مهره استفاده می کند. اگرچه ممکن است در حین فرآیند، ترمز پرس راست و مستقیم به نظر برسد، اما راست ماندن آن در کل فرآیند خم کاری بسیار دشوار است. انواع مختلفی از ترمزهای پرس وجود دارد که سطوح مختلفی از نیرو را برای خم کاری فلزات اعمال می کنند، مانند مکانیکی، پنوماتیک، هیدرولیک و CNC.
مکانیکی
این ترمزهای پرس به دلیل طراحی، گزینه مناسبی برای خم کاری فلزات هوازی نیستند. دو مزیت اصلی ترمز پرس مکانیکی سرعت و دقت است، با این حال ترمزهای پرس دیگر، مانند ترمزهای CNC، ایمن تر هستند و کارایی آسان تری دارند.
پنوماتیک
در این ترمز پرس از کمپرسور برای تأمین نیروی هوا به منظور خم کاری فلزات استفاده می شود. این نوع ترمز پرس اغلب در مواقعی که به فشار کمتری نیاز است استفاده می گردد. ترمز پرس پنوماتیک برای خم کردن قطعات کوچک فلز مناسب تر است.
هیدرولیک
ترمزهای پرس هیدرولیک اغلب دارای جدیدترین تکنولوژی داخلی هستند و برای خم کردن دقیق ورق های فلزی استفاده می شوند، که این امر آنها را به یک انتخاب محبوب برای خم کاری ورق فلزات تبدیل می کند.
کامپیوتر کنترل عددی (CNC)
این ترمزهای پرس نتایج بسیار دقیقی را تولید می کنند و قادرند ورق های فلزی را از ضخامت های کم چند میلی متری تا ضخامت های بسیار زیاد برای ساخت قطعات برخی ماشین ها، خم کنند.
روش های خم کاری فلزات
روش های مختلفی برای خم کاری فلزات در دسترس است. هر کدام از این روش ها مزایای خاص خود را دارند و تفاوت عمده بین آنها دقت و سادگی در استفاده از این روش هاست. البته در انتخاب روش خم کاری فلزات، مورد دوم بیشتر مورد توجه کاربران قرار می گیرد، زیرا روشهای ساده تر انعطاف پذیرترند و مهمتر از همه، برای دستیابی به نتیجه به ابزارهای متفاوت کمتری نیاز دارند.
خم کاری فلزات به صورت V شکل

. خم کاری V متداول ترین روش خم کاری با استفاده از پانچ و مهره است. این روش دارای سه زیر گروه خم کاری کفی، خم کاری هوازی و حلقه زنی است. خم کاری کفی هوازی حدود 90 درصد از تمام کارهای خم کاری را تشکیل می دهد. جدول زیر به شما کمک می کند تا حداقل طول فلنج b (mm) و شعاع داخلی ir (mm) را با توجه به ضخامت مواد t (mm) تشخیص دهید.
همچنین می توانید عرض قالب V (میلی متر) را که برای چنین مشخصات مورد نیاز است، مشاهده کنید. هر عملیات به نیروی معینی در هر متر نیاز دارد. این مورد نیز در جدول نشان داده شده است. می بینید که مواد ضخیم تر و شعاع داخلی کوچکتر به نیرو یا تناژ بیشتری نیاز دارند. اعداد قرمز رنگ مشخصات توصیه شده برای خم کاری بهتر فلز است.
خم کاری فلزات به صورت کفی
Bottoming یا خم کاری کفی به عنوان روش اعمال نیرو یا ضربه زدن به پایین ورق فلز شناخته می شود. همانطور که از نام “اعمال نیرو به بخش پایینی” مشخص است، پانچ ورق فلزی را روی سطح مهره فشار می دهد. بنابراین زاویه مهره زاویه نهایی قطعه کار را تعیین می کند. با پایین آوردن محل اعمال نیرو، شعاع داخلی ورق زاویه دار به شعاع مهره بستگی پیدا خواهد کرد.
با فشرده شدن خط داخلی، برای خم کردن بیشتر ورق، به نیروی بیشتری نیاز است. روش خم کاری کفی اعمال این نیرو را ممکن می سازد، زیرا زاویه نهایی از پیش تعیین شده است. امکان استفاده از نیرو بیشتر باعث کاهش بازگشت فنری و ایجاد دقت خوب در فرآیند خم کاری می گردد. تفاوت زاویه برای اثر بازگشت فنری محاسبه می شود. همچنین لازم به ذکر است، محاسبه دهانه V-die یک فاکتور مهم در روش خم کاری کفی می باشد.
به طور تجربی ثابت شده است که شعاع داخلی حدود 1/6 عرض دهانه است، بدین معنا که معادله به شکل ir = V/6 خواهد بود.
| روش/ ضخامت (میلیمتر) | 0.5 – 2.6 | 2.7 – 8 | 8.1 – 10 | بیش از 10 |
| خم کاری کفی | 6t | 8t | 10t | 12t |
| خم کاری هوازی | 12t – 15t | |||
| خم کاری حلقه زنی | 5t |
خم کاری فلزات به صورت هوازی
خم کاری جزئی یا خم کاری هوازی نام خود را از این حقیقت گرفته که ورق فلز به طور کامل قطعات ابزار را لمس نمی کند. در خم کاری جزئی، ورق فلز روی 2 نقطه قرار می گیرد و پانچ باعث خم شدن ورق می شود. این روش هنوز هم با ترمز پرس انجام می شود، اما نیازی به مهره جانبی ندارد.
خم کاری هوازی انعطاف پذیری زیادی بوجود می آورد. فرض کنید یک ضربه 90 درجه و پانچ دارید. با این روش می توانید در هر نقطه بین زاویه 90 تا 180 درجه به نتیجه دلخواه برسید. اگرچه دقت آن نسبت به روش خم کاری کفی یا روش حلقه زنی کمتر است، اما این روش سادگی و زیبایی خود را دارد. در صورتی که بار آزاد شود و نتیجه بازگشت فنری مواد در زاویه اشتباه ایجاد گردد، به سادگی با اعمال نیرو بیشتر می توان آن را تنظیم کرد. البته، این اتفاق نتیجه دقت کمتر روش خم کاری هوازی نسبت به روش خم کاری کفی است. در عین حال، مزیت بزرگ خم کاری هوازی این است که برای خم های مختلف زاویه ای، نیازی به خنک کننده مجدد نیست.
خم کاری فلزات به صورت حلقه زنی
در گذشته استفاده از روش خم کاری حلقه زنی بسیار گسترده تر بود. تقریباً تنها راه به دست آوردن نتایج دقیق استفاده از روش مذکور بود. امروزه ماشین آلات به قدری قابل کنترل و دقیق هستند که دیگر از چنین روش هایی استفاده نمی گردد. در روش حلقه زنی با اعمال نیروی زیاد، شکل دقیق قالب به ورق فلز داده می شود. نام روش حلقه زنی از نام سکه گرفته شده است. حلقه زنی در خم کاری، نتایج دقیق مشابهی را ارائه می دهد. به عنوان مثال، اگر می خواهید زاویه 45 درجه داشته باشید، به یک پانچ و قالب با زاویه دقیق مشابه نیاز دارید.
در این روش هیچ دلیلی برای نگرانی وجود ندارد. زیرا، از آنجا که قالب به داخل ورق نفوذ می کند، فرورفتگی را روی ورق فلزی فشار می دهد. این روش، همراه با نیروهای استفاده شده زیاد (حدود 5-8 برابر بیشتر در خم کاری هوازی)، دقت بالایی را تضمین می کند. اثر نفوذ پذیری نیز شعاع داخلی بسیار کمی را برای خم شدن تضمین می نماید.
خم کاری فلزات به نحو U شکل
خم کاری U شکل در اصل بسیار شبیه خم کاری V شکل است. این روش هم با یک قالب و یک پانچ سر و کارد دارد، اما این بار هر دو به شکل U هستند و در نتیجه خم مشابهی ایجاد می شود. به عنوان مثال، روش مذکور یک روش بسیار ساده برای خم کردن کانالهای فولادی U است، اما چندان رایج نیست. زیرا چنین پروفیلهایی را می توان با استفاده از روشهای انعطاف پذیر دیگر نیز تولید کرد.

خم کاری فلزات مرحله ای
خم کاری مرحله ای در اصل همان خم کاری فلزات به صورت V تکراری است. این روش که به آن خم کاری ضربه ای نیز می گویند، از چندین خم V پیاپی برای بدست آوردن شعاع بزرگ در ورق فلز استفاده می کند. کیفیت نهایی بستگی به تعداد خم ها و مرحله بین آنها دارد. هرچه تعداد مرحله های خم کاری V بیشتر باشد، نتیجه هموارتر خواهد بود.
خم کاری مرحله ای برای بسیاری از ورق ها استفاده می گردد. برخی ازنمونه هایی که با این روش ساخته می شوند، قیف مخروطی و برف روب هستند. این روش خم کاری باعث ایجاد خم با شعاع بزرگ درابزارهای معمولی می گردد. راه اندازی آسان تر دستگاه خم کاری در این روش باعث افت قیمت تمام شده خم کاری به ویژه در دسته های کوچک می شود.
خم کاری لوله ای
روش خم کاری لوله ای (رول) برای ساخت لوله یا مخروط در اشکال مختلف به کار می رود. همچنین در صورت نیاز می توان از آن برای ایجاد خمش با شعاع بزرگ استفاده کرد. بسته به ظرفیت دستگاه و تعداد رول، یک یا چند خم می تواند به طور همزمان انجام شود. در این فرآیند، دو رول پیشرو و یک رول قابل تنظیم وجود دارد. رول سوم از طریق نیروهای اصطکاک حرکت می کند. اگر ورق فلزی در دو انتها و قسمت میانی نیاز به خم شدن داشته باشد، عملیات اضافی لازم است. روش مذکور بر روی پرس هیدرولیک یا ترمز پرس انجام می گردد. در غیر این صورت، لبه های قطعه صاف می شوند.
خم کاری فلزات با سنبه و ماتریس (Wipe)
خم کاری wipe یا خم کاری لبه ای، روش دیگری برای خم کردن لبه های ورق فلزی است. مهم است که مطمئن باشید ورق به درستی روی قالب سنبه فشار داده شده است. در نتیجه، ماتریس شعاع داخلی خم را نیز تعیین می کند. شل شدن سنبه و پانچ نقش مهمی در به دست آوردن نتیجه مطلوب دارد.
خم کاری چرخشی
روش دیگر خم کردن لبه های ورق، خم کاری چرخشی است. این روش یک مزیت بزرگ نسبت به خم کاری wipe یا خم V دارد؛ سطح مواد را خراش نمی دهد. در واقع، ابزارهای پلیمری خاصی برای جلوگیری از ایجاد هرگونه علامت گذاری بواسطه قطعات و حتی خط و خش وجود دارد. همچنین خم کننده های چرخشی می توانند گوشه های تیزتری را نسبت به زاویه 90 درجه خم کنند. این مزیت به چنین زوایای متداولی کمک زیادی می کند، زیرا بازگشت فنری دیگر مشکلی ایجاد نمی کند. متداول ترین روش خم کاری چرخشی با 2 رول یا لوله انجام می شود. اما گزینه هایی با یک رول نیز وجود دارند. لازم به ذکر است روش خم کاری چرخشی برای تولید کانالهای U با فلنجهای نزدیک مناسب است، زیرا نسبت به روشهای دیگر انعطاف پذیری بیشتری دارد.






















بدون دیدگاه