
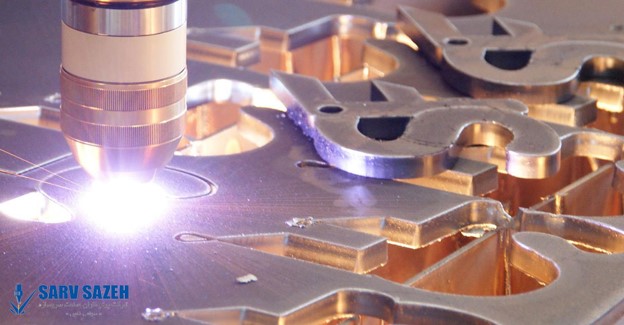
ارزان بودن ورق آهن نسبت به فلزات دیگر و هزینه پایین برش لیزری باعث شده در اکثر صنایع برای برش آهن از این روش بهره برده شود. امروزه لیزر در صنایع مختلفی کاربرد دارد، زیرا می تواند ورق هایی با ضخامت مختلف را برش بزند. برش لیزری دقت و کیفیت بالایی دارد و می تواند طرح های پیچیده ای را روی ورق فلز پیاده کند.

برش لیزری CNC چیست؟
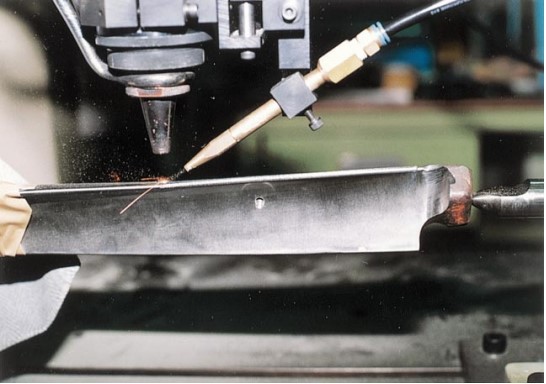
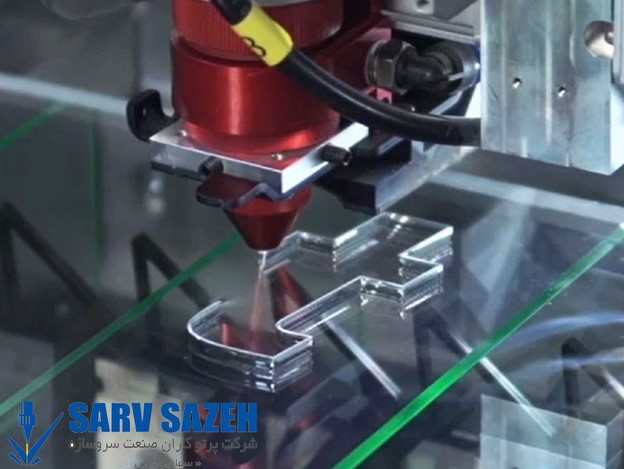
فناوری برش لیزری با کنترل کامپیوتری (CNC) یک فرآیند تولید ورق فلز است که توسط دستگاه برش های لیزری CNC انجام می شود. شکل اولیه برش لیزری برای ورق فلزی “برش با بخارسازی” است، که در آن پرتو لیزر مواد را ذوب می کند و یک گاز کمکی با فشار بالا مواد مذاب را حذف می نماید.

محدوده پردازش برای اکثر دستگاه های برش لیزری CNC از 0.3 میلی متر تا 25 میلی متر برای مدل های با قدرت بیشتر می باشد. دستگاه برش لیزری CNC می تواند مواد مختلفی از جمله فولاد نرم، فولاد ضد زنگ، آلومینیوم، فولاد zintec، فولاد پیش گالوانیزه، مس، برنج و موارد دیگر را برش دهد. برش لیزری CNC از گازهای مختلفی برای کمک به فرآیند برش استفاده می کند که می تواند شامل هوای فشرده، نیتروژن و اکسیژن باشد.
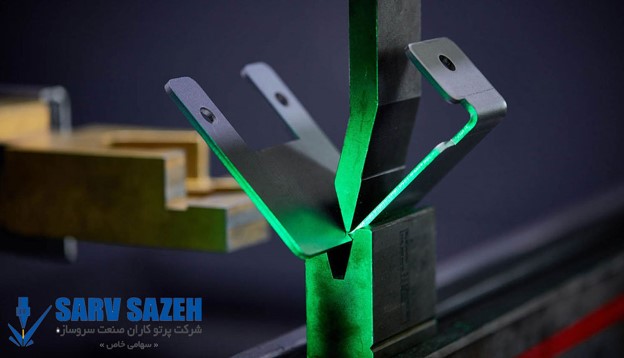
در حالی که برش های لیزری قادر به ایجاد اشکال پیچیده تر هستند، روش برش آنها محدود می باشد. اگر یک ورق فلزی دارید که به شکل گیری مواد نیاز دارد، یک پرس پانچ CNC مناسب تر است. دستگاههای ترکیبی ای در دسترس هستند که برش لیزری را برای اشکال پیچیده، برجک پرس پانچ را برای اشکال ساده و ابزارهای فرم را ترکیب کرده اند. این روش بهترین بهره برداری از برش لیزری CNC و پانچ CNC در یک چرخه دستگاه می باشد.
در مورد مواد نازک تر، برش های لیزری معمولاً سریعتر از پرس های پانچ CNC هستند و سوراخ های کمتری ایجاد می کنند. دلیل سرعت کمتر CNC، سوراخ شدن اولیه مواد است که سرعت برش لیزر را کند می نماید. این مشکل برای ورق های ضخیم تر نیز صادق است، زیرا برای ذوب شدن مواد به گرمای بیشتری نیاز است.
انواع برش لیزری CNC
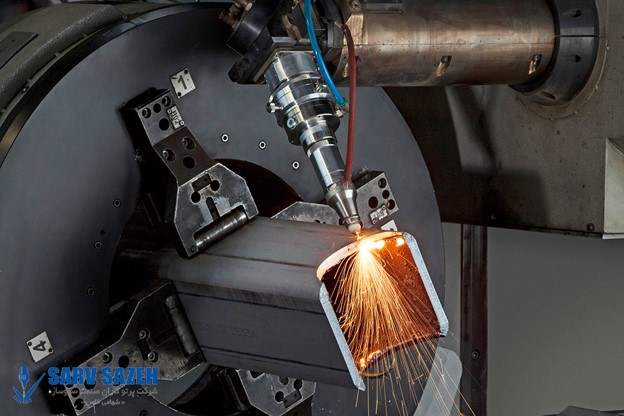
3 نوع اصلی دستگاه برش لیزری وجود دارد که عبارتند از: اپتیک پروازی، ورق متحرک و برش لیزری هیبریدی. برش لیزری اپتیک پروازی دارای یک تخته ثابت برای برش مواد است. سر پرتو لیزر (نوری) در جهت X و Y بالا حرکت می کند. دستگاه برش لیزری با متریال متحرک بسیار شبیه پرس های استاندارد پانچ عمل می کند. در این دستگاه پرتو در موقعیت ثابت می ماند و متریال در جهت X و Y در زیردستگاه حرکت می کند. دستگاه هیبریدی معمولاً ورق فلز را در یک جهت (X) حرکت می دهد و سر پرتو نوری در جهت عمود بر (Y) حرکت می نماید.
برش لیزری CNC چگونه کار می کند؟
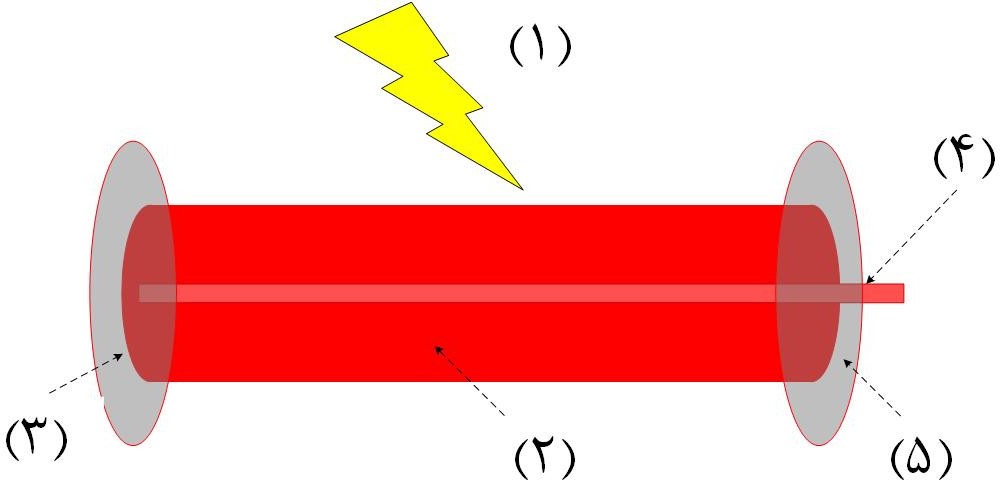
پرتوهای لیزر از طریق برانگیختگی الکتریکی یک ماده لیزر ایجاد می شوند. این پرتو در داخل ظرف خود با یک آینه کوچک منعکس و تقویت می شود. هنگامی که انرژی کافی برای خروج پرتو از محفظه ایجاد می گردد، ممکن است پرتو لیزر به سمت قطعه کار متمرکز شود. از سه نوع اصلی لیزر برای برش لیزری CNC بهره گرفته می شود:
- دی اکسید کربن (CO2)
- گارنت آلومینیوم ایتریوم مطابق با نئودیمیوم (Nd: YAG یا YAG)
- فایبر
لیزرهای CO₂ و YAG از نظر قطعات و سخت افزار، مشابه هستند، اما کاربرد متفاوتی دارند. لیزرهای C0₂ که قدرت کمتری دارند، برای حکاکی مورد استفاده قرار می گیرند. در حالی که لیزرهایی با قدرت بیشتر در صنایع ماشین سازی برای جوشکاری و برش استفاده می شوند. زیرا قیمت مناسبی دارند. لیزرهای YAG، با خروجی پیک بالاتر، نتایج استثنایی را برای علامت گذاری و حکاکی فلز به ارمغان می آورند. لیزرهای فایبر، با ساختار جامد و خروجی قدرت بالا، هزینه های مصرفی را به طور مؤثر برای طیف وسیعی از مواد کاهش می دهند.
برنامه ریزی اجزاء دستگاه برش لیزری CNC
اطلاعات مربوط به یک طرح ممکن است از یک قالب فایل دو بعدی مانند فایل های DXF یا DWG یا از یک فایل سه بعدی مانند فایل STEP ، فایل SAT و غیره تفسیر شود. سپس این اطلاعات برای ایجاد یک شکل مسطح، تغییر اندازه برش برای هرگونه خمش و یا هر چیزی که ممکن است بر جزء نهایی تأثیر بگذارد، به کار می روند.
بسته های نرم افزاری می توانند برای ایجاد کارآمدترین طرح اجزاء از یک اندازه ورق مشخص، استفاده شوند. طرح کارآمد می تواند یک اندازه ورق استاندارد مانند 2M x 1M ، 2.5M x 1.25M و 1.5M x 3.0M باشد. بسته های نرم افزاری مانند Radan® می توانند این فرآیند را برای دستیابی به حداکثر بازده از یک صفحه فلزی تک ورقه، یا حتی انتخاب سایز ورق ها و همچنین درج انواع مختلف قطعات داخل ورق ها، خودکار کنند. ایجاد گروهی از برش ها بر روی یک صفحه می تواند کارایی مصرف مواد را افزایش دهد.
CAM برای برش لیزری عموماً مستقیم تر از برنامه نویسی پرس پانچ است. با این حال، عوامل زیادی وجود دارد که باید در نظر گرفته شوند. این عوامل عبارتند از: محل برچسب، که برای جلوگیری از سرریز قطعات در لانه استفاده می شود؛ برش، که برای صرفه جویی در بهترین اندازه و شکل برش استفاده می گردد؛ و برش ضایعات، که برای تبدیل بقایا به بخشهای کوچکی که بین تخته های برش لیزری قرار می گیرند، و کل فرایند برش لیزری را اداره می کنند، به کار می رود.
مزایا و معایب برش لیزری CNC
مزیت برش لیزری CNC
روش برش لیزری ساده در ضخامت های نازک تر (تقریباً تا 1.2 میلی متر) نسبت به پرس های پانچ CNC سرعت بیشتری دارد، اما تعداد خروجی آن کمتر است. برش لیزری CNC می تواند طرح های پیچیده تر و همچنین سوراخ های نازک تر از گیج تولید کند؛ به عنوان مثال، سوراخ 2.5 میلی متری در ورق فولاد 4.0 میلی متر.

برنامه ریزی این روش راحت تر است و نیازی به داشتن طیف وسیعی از ابزارها ندارد، که ممکن است برش هایی با اندازه خاص تولید نکند. این روش بر روی اکثر مواد، به جز آلومینیوم، برش های تمیز بدون علامتی ایجاد می نماید.
معایب برش لیزری CNC
سرعت برش لیزری CNC با افزایش ضخامت ورق از درجه متوسط تا ضخیم، کاهش می یابد. برای ضخامت 2.0 میلی متر و بالاتر از آن، نیاز به استفاده از اکسیژن یا نیتروژن است که هزینه برش را افزایش می دهد.
این روش نمی تواند ویژگی هایی مثل گودی، شکل گنبدی، لبه بزرگ، و مسدود سازی سوراخ را به دلیل عدم تماس فیزیکی بین سر لیزر و سطح ورق فلزی ایجاد نماید. روش برش لیزری مذکور نمی تواند ورق های سوراخ دار یا مش را به طور مؤثر برش دهد.
نتیجه گیری
ما در شرکت سرو سازه لیزر از دستگاه برش لیزری CNC در ترکیب با پرس های CNC خود استفاده می کنیم تا بتوانیم بهترین فرآیند را با توجه به اجزای تولید شده ارائه دهیم. اطمینان داریم قیمت و کیفیت ما برای قطعات و حجم مورد نیاز هر مشتری مناسب است.
استفاده از دستگاه برش لیزری CNC با فایبر در ورقه های نازک فلزی بسیار سریعتر از لیزر CO2 است. با توجه به اینکه مشتریان ما عمدتاً به دنبال اجزای نازک (با ضخامت کمتر از 3 میلی متر) هستند، دستگاه برش لیزری فایبر مناسب می باشد.





















بدون دیدگاه