

برای خم کردن قطعات فلزی در کارگاه یا محل کار از ماشین آلات استفاده می کنند. شما می توانید برخی از انواع فلز را بدون استفاده از ماشین آلات خم کنید. با این حال، استفاده از ماشین آلات بهره وری را افزایش می دهد و محصولات دقیق و با کیفیت، با میزان آسیب کمتری تولید می کند.
لازم به ذکر است، در هنگام استفاده از دستگاه خم کاری فلزات، باید به نکات ایمنی توجه شود.
دستگاه های خم کن فلز
خمکن دستی
خم کن دستی برای ایجاد خمهای گوشه دار با انحنای محدود به کار میرود. فک زیرین این دستگاه بر روی پایه ای قرار دارد. فک رویی با پیچ و مهره حرکت می کند که ورق مورد نظررا بین دو فک محکم می نماید.

فک دیگری به نام فک خمکننده ورقی را که قبلًا بین فکهای رویی و زیرین محکم شده است، خم می کند. فک خم کننده حول محور به صورت شعاعی حرکت دارد. وزنهای به نام وزنه تعادل برای خنثی کردن نیروی وزن فک خمکننده در انتهای محور آن قرار می گیرد. در لبه فکهای سه گانه تیغههایی از جنس فولاد، نصب شده است که قابل تعویض می باشند.
با تعویض این تیغه ها میتوان خمهای مختلفی را به وجود آورد. با خم کن دستی، میتوانیم ورقهای آهنی و فولاد کم کربن را تا ضخامت ۳ میلی متر، ورقهای آلومینیومی و آلیاژهای آن را تا ضخامت ۶ میلیمتر و همچنین ورقهای مس و برنج را تا ضخامت ۵ میلی متر خمکاری کنیم.
خمکن ساده ستونی
این ماشینها دو نوع دارند: مدل اول فک بالای ساده و مدل دوم فک بالای لقمهای دارد. این دستگاه ها از نظر ابعاد در طولهای مختلف در بازار موجود هستند. در خم کن ساده ستونی ورق فلزی مورد خمکاری بین دو فک بالا و پایین قرار می گیرد.
فک متحرک بالا با دستهای که برای همین کار در نظر گرفته شده، به پایین می رود و ورق را به فک پایین محکم فشار می دهد. صفحهی گردان که در قسمت جلوی دستگاه می باشد، با دو محور از دو طرف در یاتاقان قرار گرفته و در درون دو کشویی که به طور عمودی حرکت میکنند، جاسازی شده است.
صفحهی گردان دو وزنه دارد. این صفحه مسئول خمکاری می باشد. وظیفه این وزنهها افزایش نیروی خمکاری است. تیغهی پایینی که روی این صفحه قرار دارد برای ضخامتهای مختلف تنظیم می شود. با چرخاندن فلکه صفحه گردان این صفحه به سمت پایین حرکت می کند و دستگاه برای ضخامت جدید تنظیم میشود.
به کمک دسته صفحه گردان، خمکاری انجام می شود. زاویهی حرکت صفحهی گردان قابل تنظیم برای ضخامت های مختلف است. با اینگونه خمکنها ورقهای فولادی کم کربن را تا ضخامت ۳ میلی متر، ورقهای آلومینیومی را تا ضخامت ۶ میلی متر و ورقهای برنجی و مسی را تا ضخامت ۵ میلی متر میتوان خمکاری کرد.
خمکن برقی
ماشینهای خمکن برقی نسبت به ماشینهای خمکن ساده دستی کارایی خوب و مؤثرتری دارند. این ماشین ها از طول یک متر تا شش متر ساخته میشوند. اجزای دستگاه خمکن ورق برقی عبارتاند از:
- موتور الکتریکی و جعبه دنده معکوسکننده دور
- فک بالایی دستگاه و اجزای آن که حرکت خود را از الکتروموتوری در قسمت پایه سمت راست، میگیرد
- صفحه گردان و اجزای آن که نیروی خود را برای خمکاری از الکتروموتور میگیرد
- تجهیزات تبدیل و انتقال نیرو: این تجهیزات، تبدیل نیرو و انتقال آن را به قسمتهای متحرک ماشین ممکن می کنند. این تجهیزات معمولاً در پایههای دستگاهها جاسازی میشوند.
- جعبه فرمان مجهز به کلیدهای روشن وخاموش موتور و کلید فرمان توقف دقیق تیغهها به هنگام خم کاری. این جعبه فرمان روی دستگاه متصل است.

پرس خمکن
پرس خم کن نوعی ماشین دستی یا خودکار است که با تحت فشار گذاشتن اجسام به آنها شکل می دهد. دسته بندی دستگاههای پرس به صورت زیر می باشد:
- بر اساس طرزکار یا مکانیزم: پرس هیدرولیک، پرس مکانیکی، پرس پنوماتیک شکل
- بر اساس کاربرد: پرس آهنگری، پرس فرم، پرس خمکاری، پرس برش
- براساس ساختار و اسکلتبندی: پرس ضربه لنگی، پرس پیچی، پرس دروازهای
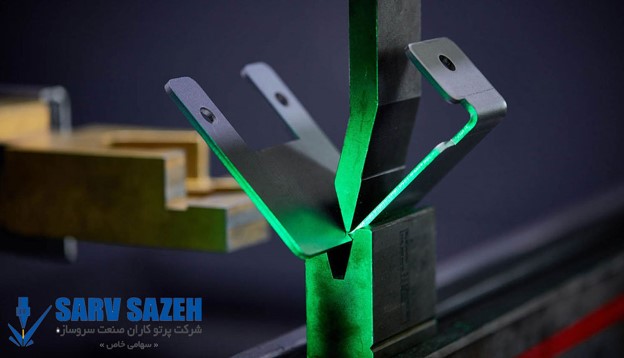
خم کننده های جعبه و قالب
از خم کننده های جعبه و قالب برای خم کردن ورق های فلزی به اشکال مختلف بر اساس ضخامت و اندازه قطعه اصلی فلز استفاده می شود. این دستگاه قوی می تواند در فولاد نرم، آلومینیوم و فولاد ضد زنگ، خم های کاملاً محکم ایجاد کند. بسیاری از این دستگاه های خم کننده بزرگ هستند و می توانند تا 1 تن وزن داشته باشند، بنابراین برای نگهداری از آنها به فضای بزرگ نیاز است.
فولادگران / آهنگران
فولادساز که بیشتر به عنوان آهنگر شناخته می شود، یکی از ماشین آلات بزرگ و سنگینی است که برای خم کردن، سوراخ کردن، پیچاندن یا دنده دار کردن قطعات بزرگ فولاد یا آهن استفاده می شود.
اگر اپراتور از تکنیک های مناسب استفاده کند، این ماشین با حرکت عمودی می تواند تعداد زیادی کار را روی فلز انجام دهد. این ماشین ها ضایعات فلزی کمی ایجاد می کنند و تقریباً از تمام فلزهایی که خم می شوند، استفاده می نمایند.
این ماشین آلات دارای ظرفیت 44 تن تا 75 تن هستند و معمولاً در مغازه ها یا کارخانه های بزرگ صنعتی یافت می شوند.
خم کننده نورد

این ماشین آلات با استفاده از غلطک های فولادی سنگین، فلز را شکل می دهند. دستگاه خم کننده نورد به صورت مکانیکی قطعات نرم تر و نازک فلز را به شکل دلخواه از خم تدریجی تا خم های شدید 360 درجه خم می کند. دستگاه های خم کننده نورد اغلب برای ساخت لوله هایی استفاده می شوند که در محل خاصی از ماشینی بزرگتر یا خودرو قرار می گیرند. شما باید انواع فلزهایی را که می توان در دستگاه خم کننده نورد استفاده کرد بررسی کنید. برخی از انواع فلزات ممکن است به دستگاه آسیب برساند.
روشهای خمکاری لوله
بهترین وسیله برای انتقال سیالات، مایعات، نفت و گاز لولههای فولادی هستند. به دلیل کاربردهای متنوع این محصولات، در ساخت و تولید آنها نیز تنوع زیادی وجود دارد، مانند لوله گازی، لوله جداره چاه، لوله مانیسمان، لوله مبلی، لوله گالوانیزه و درزدار.
از لولههای فولادی در پروژههای گازرسانی و انتقال خطوط گاز استفاده می کنند.برای خطوط انتقال گاز، آب و یا دیگر سیالات دو نوع لوله توکار و روکار وجود دارد. گاهی برای تغییرمسیریا ایجاد زاویه در مسیر به لولههایی که انحنا دارند نیاز است. با استفاده ازخمکاری لوله یا BEND می توان مقاطع فولادی را اصولی خم کرده، سپس از آن ها استفاده کنیم.
خمکاری پرسی
هر گاه شعاع خمکاری دارای ویژگی خاصی نباشد، از این روش برای خم مقاطع استفاده میکنند، مانند لولههای شوفاژ و یا در ساخت برخی از مبلمانهای اداری. نیروی مورد نیازبرای خم کاری در دستگاه خمکاری لوله به روش پرسی توسط یک جک هیدرولیکی تولید میشود و لوله میان دو غلتک قرار گرفته وخم می گردد.

خمکاری فشاری
در این روش قالب ثابت میماند. سپس کفشکی در حال حرکت، لوله را به درون قالب فشار میدهد. برای خمکاری لوله مسی از این روش استفاده میشود.
خمکاری کششی
در خمکاری کششی، قالب می چرخد. در ابتدا لوله در محل شروع خم با گیره به قالب فشرده شده و محکم گرفته میشود. سپس لوله و قالب با هم می چرخند. لوله به درون قالب کشیده میشود. برای جلوگیری از تغییر فرم سطح مقطع لوله و بیضی شدن آن، قالب فشاری به لوله فشرده می شود.

قالب در اثر اصطکاک، به همراه لوله به جلو کشیده شده و همواره در نقطه شروع خم در مقابل قالب قرار میگیرد و مانع از تغییر شکل لوله و بیضی شدن آن در هنگام خمکاری می شود. به همین دلیل طول آن باید حداقل برابر طول خم باشد.
از این روش برای خمکاری لولههای با ضخامت کم استفاده می شود. برای تولید یک خم با کیفیت روش خمکاری کششی نسبت به خمکاری پرسی، خمکاری فشاری و خمکاری نوردی، ، بسیار مناسب تراست. از این روش در بسیاری از کارخانجات تجهیزات سازی استفاده میشود.
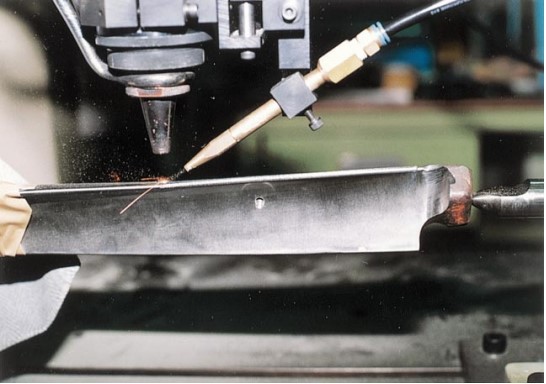
خمکاری نوردی یا خمکاری لوله به روش گرم
خمکاری لولههای فولادی به روش گرم از شیوههای قدیمی است، ولی با اعمال حرارت به مقاطع فولادی احتمال آسیبپذیرکردن این لوله ها در نقطه گرمادیده بیشترمی شود. در نتیجه واحدهای صنعتی ترجیح می دهند ازروش سرد برای خم لوله استفاده کنند.
با گرما دیدن مقاطع فولادی، ساختار کریستالی محصول تغییرمی کند و باعث آسیب پذیری آن می شود. دو نکته در روش گرم خمکاری لوله فولادی وجود دارد: اولین نکته این است که برای خم کاری با زاویه زیاد ناچاریم از روش گرم استفاده کنیم. نکته دوم اینکه بعد از انجام مراحل خمکاری به این روش باید عملیات حرارتی بر روی مقطع انجام شود.

خمکاری سه غلتکی
معمولاً برای خمکاری لولههای قطور بیشتر از روش خمکاری سه غلتکی استفاده میشود. برای خمکاریهای با شعاع زیاد و در زوایای خم کوچک در انتقال نفت و گازعمدتاً از این روش استفاده میشود. بعد از اتمام خمکاری به این روش خواص مکانیکی، لوله خم شده تغییر خواهد کرد.





















بدون دیدگاه