
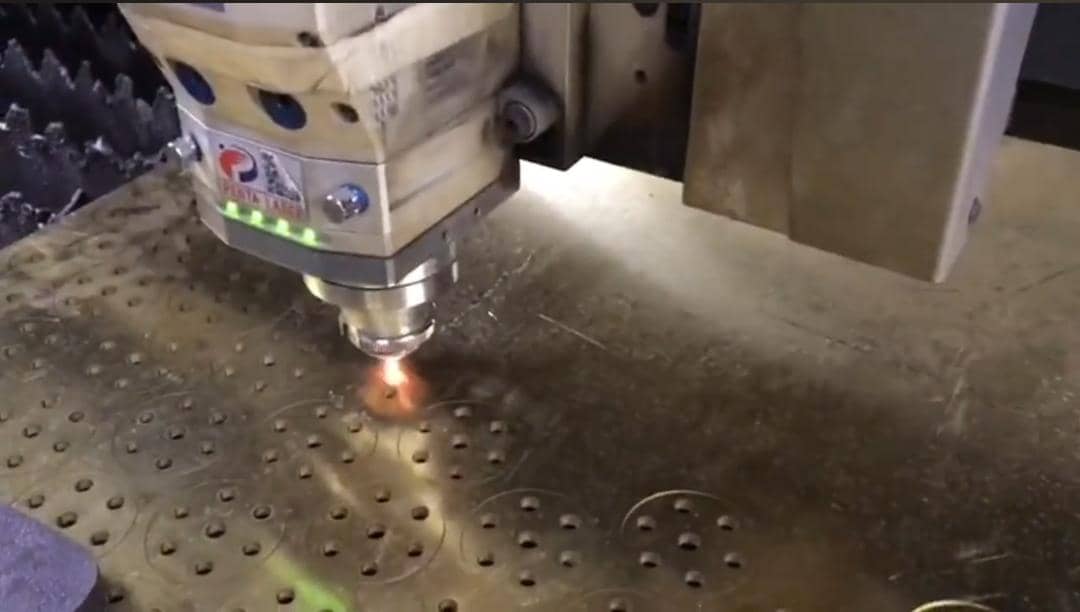
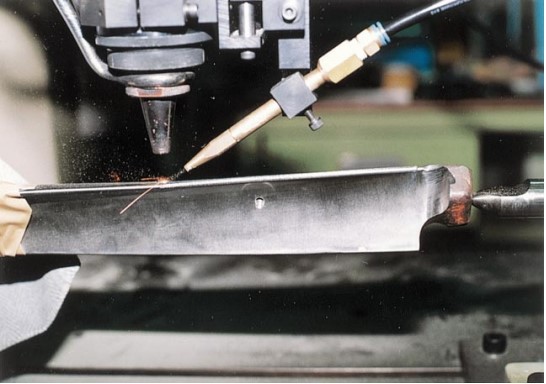
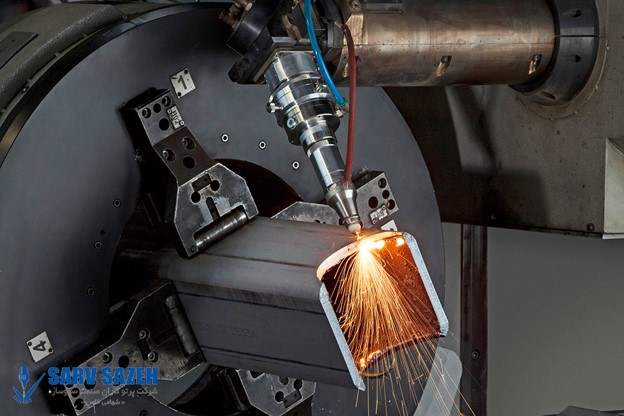
برش لیزر تکنولوژیی است که با استفاده از لیزر و تبخیر مواد آنها را میبرد. این برش با استفاده از اعمال خروجی لیزر توان بالا برای هدایت مواد یا پرتوی لیزر تولید شده استفاده می شود. لیزر تجاری CNC از طریق اپتیک کار میکند. از لیزر نوری و استفاده می کند. پرتوی لیزر متمرکز به سمت مواد هدایت CNCبرای برش مواد از سیستم کنترل حرکت برای پیروی از کد می شود که در نتیجه ماده یا ذوب یا تبخیر و یا سوزانده میشود و یک لبه با سطحی با کیفیت را به جا میگذارد.

انواع روش های برش لیزری فلزات
در برش لیزر سه نوع اصلی لیزر وجود دارد. لیزر CO2 برای برش ، خسته کردن و حکاکی مناسب است. لیزرهای نئودیمیم (Nd) و نئودیمیم ایتریوم-آلومینیوم-گارنت (Nd: YAG) از نظر سبک یکسان هستند و فقط در کاربرد متفاوت هستند. Nd برای خسته کردن و در مواردی که به انرژی زیاد اما تکرار کم نیاز است ، استفاده می شود. لیزر Nd: YAG در مواردی که به نیروی بسیار بالایی نیاز باشد و برای خسته کردن و حکاکی استفاده می شود. هر سه مورد برای جوشکاری قابل استفادهاند.
برش لیزری فلزات با روش CO2
لیزر CO2 معمولاً با عبور جریان از مخلوط گاز (تحریک شده توسط DC ) یا استفاده از انرژی فرکانس رادیویی (RF برانگیخته) پمپ می شوند. روش RF جدیدتر است و محبوبیت بیشتری پیدا کرده است.از آنجا که طراحیهای DC به الکترودهایی داخل حفره نیاز دارند ، می توانند با فرسایش الکترود و آبکاری مواد الکترود روی ظروف شیشه ای و نوری مواجه شوند. از آنجا که تشدید کننده های RF دارای الکترودهای خارجی هستند ، در معرض چنین مشکلی نیستند.
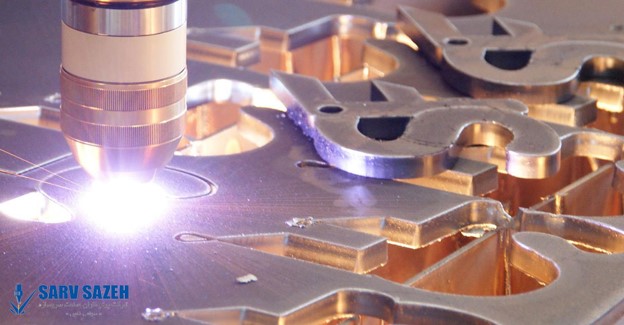
لیزر CO2 برای برش صنعتی بسیاری از مواد از جمله برش لیزری فلزات تیتانیوم ، فولاد ضد زنگ ، فولاد ملایم ، آلومینیوم ، پلاستیک ، چوب ، چوب مهندسی شده ، موم ، پارچه و کاغذ استفاده می شود. لیزرهای YAG در درجه اول برای برش و نوشتن فلزات و سرامیک استفاده می شوند.
علاوه بر منبع تغذیه ، نوع جریان گاز می تواند بر عملکرد نیز تأثیر بگذارد. انواع رایج CO2 لیزر شامل جریان محوری سریع ، جریان محوری آهسته ، جریان عرضی و دال است. در یک تشدید کننده جریان محوری سریع ، مخلوط دی اکسید کربن ، هلیم و نیتروژن با سرعت زیاد توسط یک توربین یا یک دمنده پخش می شود. لیزرهای جریان عرضی مخلوط گاز را با سرعت کمتری به گردش در می آورند و این به یک دمنده ساده تر احتیاج دارد. رزوناتورهای خنک شده دارای میدان گازی ساکن هستند که نیازی به فشار و ظروف شیشه ای ندارند و منجر به صرفه جویی در توربین های جایگزین و ظروف شیشه ای می شود.
ژنراتور لیزر و اپتیک خارجی (از جمله لنز فوکوس) به خنک سازی نیاز دارند. بسته به اندازه و پیکربندی سیستم ، گرمای اتلاف شده ممکن است توسط خنک کننده یا مستقیماً به هوا منتقل شود. آب خنک کننده ای است که معمولاً مورد استفاده قرار می گیرد و معمولاً از طریق چیلر یا سیستم انتقال حرارت جریان می یابد.

طول موج برش لیزری به روش CO2
میکرومتر محبوب ترین است و برای اکثر 10.6 . لیزری نامریی در محدوده موج مادون قرمز است است CO2طول موج لیزر PET میکرومتر برای پردازش مواد خاصی مانند پلی اتیلن ترفتالات ( 10.2 میکرومتر و 9.3کاربردها عملکرد خوبی دارد. ) یا PP پلی پروپیلن ( ) بر اساس طیف جذبی خاص آنها استفاده می شود. هر یک از این مواد دارای یک طیف جذب مشخصه هستند ، به این معنی که طول موج های خاصی از نور وجود دارد که یک ماده معین با آسودگی بیشتری نسبت به سایرین جذب می کند و نتیجه بهتر قابلیت پردازش لیزر را می دهد.
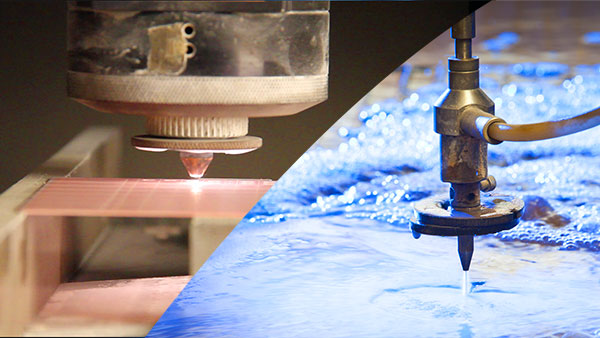
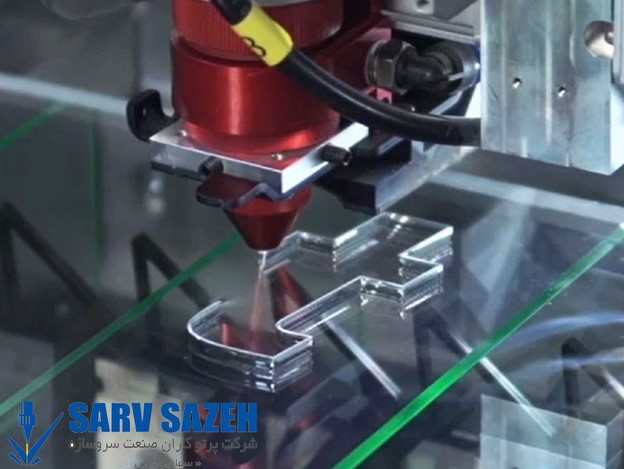
برش لیزری به روش میکروجت
میکروجت لیزر یک لیزر هدایت شونده با جت آب است که در آن پرتوی لیزر پالسی به یک جت آب کم فشار وصل می شود. این برای انجام عملکردهای برش لیزری در حالی که از جت آب برای هدایت پرتوی لیزر استفاده می شود ، دقیقاً مانند یک فیبر نوری ، از طریق بازتاب کلی داخلی استفاده می شود. از مزایای این امر این است که آب پیلیسهها را نیز از بین می برد و مواد را خنک می کند. مزایای اضافی نسبت به برش لیزری “خشک” سنتی سرعت بالای قیمت گذاری و برش چند جهته است.

فایبر لیزر
لیزرهای الیافی (فایبر) نوعی لیزر حالت جامد هستند که در صنعت برش فلزات به سرعت در حال رشد هستند. بر خلافCO2 ، فن آوری فیبر ، در مقایسه با گاز یا مایع ، از یک ماده افزایش جامد استفاده می کند. “لیزر بذر” (seed laser)پرتوی لیزر را تولید می کند و سپس در یک فیبر شیشه تقویت می شود. لیزرهای الیافی با طول موج فقط 1064 نانومتر ، اندازه لکه بسیار کمی تولید می کنند (در مقایسه با CO2 تا 100 برابر کوچکتر) که آن را ایده آل میسازد برای برش مواد فلزی بازتابنده. این یکی از اصلی ترین مزایای فیبر در مقایسه با CO2 است.
مزایای برش لیزر فیبر
- زمان پردازش سریع
- کاهش مصرف انرژی و قیمت – به دلیل کارایی بیشتر.
- قابلیت اطمینان و عملکرد بهتر
- بدون اپتیک برای تنظیم یا تراز کردن و لامپ برای جایگزینی
- حداقل کردن نگهداری مورد نیاز
- توانایی پردازش مواد بسیار بازتابنده مانند مس و برنج
- بهره وری بالاتر
- هزینه های عملیاتی پایین بازده بیشتری از سرمایه شما را به همراه خواهد داشت.

لیزر فایبر دیسکی
نوع دیگر لیزر فیبری ، لیزر دیسک فیبری است. در چنین لیزرهایی ، پمپ در داخل روکش فیبر محدود نمی شود ، بلکه در عوض نور پمپ چندین بار از طریق هسته تحویل می شود زیرا به خود پیچیده می شود. این نوع سیستم برای مقیاس دهی توان مناسب است که در آن از منابع پمپ زیادی در اطراف محیط سیم پیچ استفاده می شود.

طول موج لیزر فیبری
طول موج تولید شده توسط لیزر فیبر با سطح تابش الکترومغناطیسی نور لیزر مطابقت دارد. به طور معمول ، لیزرهای الیافی طول موجی بین 780 نانومتر و 2200 نانومتر تولید می کنند که در طیف مادون قرمز واقع شده و برای چشم انسان قابل مشاهده نیست.
مقایسه انواع روش های برش لیزری فلزات
دانستن این نکته ضروری است که دستگاه های برش لیزری با هزینه بالاتری نسبت به دستگاه حکاکی کار می کنند و این به دلیل مصرف برق و مواد مصرفی ماشین است. تخمین زده می شود که دستگاه برش لیزر CO2 در هر ساعت دو برابر در مقایسه با دستگاه حکاکی لیزر CO2 در هر ساعت استفاده می کند.
قیمت دستگاه های کلی CNC بسته به سایز و قدرت و ویژگی های دیگر بین پانزده تا سیصد هزار دلار متغیر است.
مقایسه برش لیزر به روش CO2 و فایبر
مزایای اصلی برش ورق فلز مسطح با فناوری لیزر فیبر از پیکربندی یکپارچه ، فیبر به فیبر ، حالت جامد متراکم حاصل می شود که بدون تعمیر و نگهداری است و هزینه عملیاتی کمتری را نسبت به لیزرهای قابل مقایسه با CO2 به دست می آورد. ویژگی های پرتو لیزر فیبر همچنین سرعت برش بسیار سریعتر از CO2 را فراهم می کند که در زیر بررسی خواهیم کرد.
پرتوی متمرکز حتی یک لیزر فیبر 2kW نشان دهنده تراکم قدرت 5X بیشتر در نقطه کانونی در مقایسه با لیزر CO2 4kW است. همچنین به دلیل طول موج کوتاهتر لیزر فیبر ، دارای یک ویژگی جذب 2.5 برابر بیشتر است.
جذب بیشتر طول موج فیبر و چگالی توان بالاتر ایجاد شده توسط پرتو متمرکز برای دستیابی به افزایش پنج برابری سرعت برش در موادی که ضخامت آنها کمتر از 1/2 اینچ است ، ترکیب می شوند.
سیستم های برش لیزر فیبر مطمئناً می توانند ضخامت بیش از یک اینچ را با قدرت لیزر فیبر بالاتر ببرند و حتی هنگام استفاده از نیتروژن به عنوان گاز کمکی سریعتر برش می یابند ، اما “نقطه شیرین” که مهمترین مزایای آن قابل فهم است ، در ضخامت 0.5 اینچ و حد زیر آن برای آهن در قیاس با CO2 به طور قطع ، اگر در حال پردازش مواد ضد زنگ ، آلومینیوم ، برنج یا مس هستید ، تکنولوژی لیزر فیبر سریعترین و مقرون به صرفه ترین است بدون توجه به ضخامت.

مزایای سرعت قابل فهم تر است زمانی که نیتروژن به عنوان گاز کمکی استفاده می شود زیرا مواد مذاب به همان سرعتی که ذوب می شود توسط نیتروژن از پوسته خارج می شود. هرچه چگالی توان پرتو لیزر بیشتر باشد ، سریعتر ماده به حالت مذاب می رسد ، سرعت تغذیه سریعتر است.
استفاده موثر از سودمندی های سرعت حاصل از لیزرهای فیبر با قدرت بالا ، به برنامه ریزی دقیق و مدیریت کلیه فرایندها نیاز دارد. با سه تا چهار بار کارایی بیشتر و هزینه عملیاتی که نصف لیزر CO2 است ، سود اقتصادی می تواند در حال تغییر بازی باشد. نتایج هزینه کمتر برای هر قسمت ، حاشیه سود بالقوه بالاتر و بازده کوتاه تر از زمان سرمایه گذاری است. اکنون که در حال پردازش حجم عادی قطعات با سرعت بیشتری هستید ، این فرصت را برای انجام کارهای اضافی برای افزایش بیشتر درآمد و سود فروش خود ، از مزایای افزایش ظرفیت ماشین فراموش نمی کنیم.
فیبر می تواند مس ، برنج و آلومینیوم را بسیار بهتر و با اطمینان بیشتر از CO2 برش دهد زیرا پرتو با سرعت بیشتری جذب می شود و منعکس نمی شود. هزینه های عملیاتی لیزر فیبر به طور معمول نیمی از آنچه یک سیستم CO2 می تواند به دلیل مصرف برق کمتر و بازده الکتریکی بالای لیزرهای فیبر ارائه دهد ، است.
یکی از آخرین پیشرفت های برش لیزر فیبر ، افزودن فناوریBeam Shaping است که مشخصات پرتو را برای برش ورق ضخیم با اکسیژن تغییر می دهد. از آنجا که لیزر فیبر از طریق فیبر نوری تحویل می شود ، پروفیل پرتو ذاتاً کوچک است و با تمرکز از طریق ماده ، کانال باریکی ایجاد می کند. اگرچه این امر از نظر تراکم قدرت برای برش با نیتروژن به عنوان گاز کمکی سودمند است ، اما در مورد برش کمکی اکسیژن اینگونه نیست. هنگام برش با اکسیژن ، یک پروفیل پرتوی گسترده تر با چگالی توان کمتر ترجیح داده می شود زیرا کانال وسیع تری در ماده ایجاد می کند که از طریق آن فولاد مذاب را بیرون می کشد. پروفیل پرتوی وسیعتر سرعت برش سریعتر و افزایش کیفیت برش لبه بر روی فولادهای ضخیم تر ایجاد می کند. فناوری Beam Shaper نمای پرتو وسیع تری را که برای دستیابی به این عملکرد افزایش یافته لازم است ، به دست می آورد.
جنبه های بسیاری از کار با برش لیزر CO2 وجود دارد که با کار با برش لیزر فیبر وجود ندارد:
- یک برش لیزر فیبر با قدرت بالا قادر به برش تا 5 برابر سریعتر از لیزر CO2 معمولی است و از نیمی از هزینه های عملیاتی استفاده می کند.
- برش لیزرهای فیبری به هیچ زمان گرم شدنی احتیاج ندارند – به طور معمول حدود 10 دقیقه در هر بار راه اندازی برای لیزر CO2 برای گرم شدن نیاز است.
- برش لیزر فیبر فاقد هرگونه نگهداری مسیر پرتو مانند تمیز کردن آینه یا لنز ، بررسی دم و ترازهای پرتو است. این می تواند 4 یا 5 ساعت دیگر در هفته برای لیزر CO2 مصرف کند.
- لیزرهای فیبر دارای یک مسیر پرتو فیبر نوری کاملاً مهر و موم شده هم در منبع تغذیه و هم در هنگام تحویل فیبر به سر برش هستند. همانطور که در مورد لیزرهای CO2 وجود دارد ، پرتو در معرض آلودگی مسیر پرتو قرار نمی گیرد.
- مسیرهای پرتوی فیبر نوری مرکز ثبات پرتو نازل را حفظ می کنند.
- از آنجا که یکپارچگی پرتو فیبر از روز به روز ثابت باقی مانده است ، همینطور پارامترهای برش نیز ثابت میمانند ، پس تنظیمات بسیار کمتری نسبت به لیزر CO2 نیاز دارند.
در نتیجه تمام این زمانهای ذخیره شده میتواند صرف تولی بیشتر و سود بیشتر شود.

اگر از مقاله برش لیزری فلزات لذت بردید دیگر مقالات صنعتی مارا در صفحه دانشنامه سروسازه دنبال کنید.





















بدون دیدگاه