
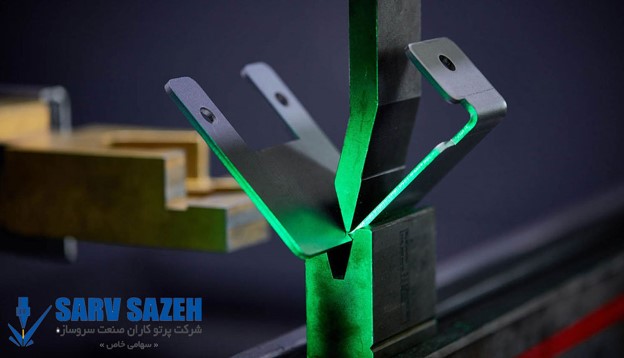
خم کاری فلزات فرآیندی است که در آن فلز با اعمال نیرو به بخشی از آن تغییر شکل می دهد، که باعث می شود با زاویه ای خاص خم شده و شکل مورد نظر را بدست آورد. محل اعمال نیرو روی ورق فلز و میزان آن در مرحله طراحی محاسبه می گردند. توجه به چند نکته مهم در طراحی باعث می شود بتوانیم ورق را به گونه ای خم کنیم که کاملاً شبیه طرح مورد نظر به دست آید. در این مقاله به طراحی در فرآیند خم کاری و نکات مهم آن پرداخته شده است.

حداقل طول فلنج
حداقل طول فلنج یکی از نکات مهم در زمینه طراحی خم کاری است. این فاکتور با توجه به ضخامت و عرض قالب محاسبه می گردد. اگر فلنجی بسیار کوتاه طراحی کنید، به طرز ناخوشایندی شکاف در ورق ایجاد می شود و به نتیجه مورد نظر خود نخواهید رسید.
تراش 45 درجه
تراش 45 درجه باید قبل از رسیدن به پایه جزئی متوقف شود. اگر می خواهید فلنجی بسازید که یک یا دو انتهای آن به اندازه 45 درجه تراشیده شده باشد، نکته قبلی در ارتباط با حداقل طول فلنج همچنان اعمال می گردد. تراش های 45 درجه ای باید فضای کافی را برای انجام خم های مناسب فراهم کنند، در غیر این صورت تغییر شکل ناخوشایندی ایجاد می شود.
فاصله سوراخ از خم
سوراخ های نزدیک به خم ممکن است پیچیده شوند. اگر سوراخ ها بیش از حد به خم نزدیک باشند، ممکن است تغییر شکل دهند. سوراخ های گرد به اندازه انواع دیگر سوراخ مشکل ساز نمی باشند، اما پیچ ها ممکن است هنوز از بین نروند. باید به اندازه های نیروی خمش برای اندازه گیری حداقل فلنج توجه کنین، تا سوراخ ها حداقل فاصله را نسبت به هم داشته باشند.

تقارن
برای جلوگیری از سردرگمی و پیچیدگی، سوراخ مستطیلی می تواند در هر دو طرف ورق باشد. ساخت قطعات تقریباً متقارن با خطر همراه است. در صورت امکان، باید ورق را متقارن کرد. اگر طراحی ورق تقریباً متقارن باشد، اپراتور پرس خم ممکن است گیج شده و ورق مورد نظر در جهت اشتباه خم گردد. تقارن را نمی توان در هر نوع طراحی تضمین کرد. باید مطمئن باشید که به راحتی می توان پارامتر های دقیق را برای طراحی متقارن به دستگاه داد.

پرچ کردن مهره ها
این نکته در خم کردن ابزار اهمیت پیدا می کند. اگر از مهره های پرچ شده در نزدیکی خط خمش استفاده می کنید، مشخص است که قرار دادن آنها قبل از خم شدن برای اطمینان از قابلیت استفاده از آن مفید خواهد بود. پس از خم شدن ورق، ممکن است سوراخ ها تغییر شکل دهند. با این وجود، هنگام خم شدن مطمئن باشید که مهره ها مانع از کارکردن ابزارها نمی شوند.
فلنج های کوچک در قطعات بزرگ
یک خم کوچک در انتهای یک قسمت بزرگ ممکن است منجر به مشکلاتی شود. بهتر است فلنج های کوچک با قطعات بزرگ و سنگین را حذف کنید. این امر تولید ورق خم را بسیار دشوار می کند و ممکن است به دخالت دست نیاز باشد. اما هزینه آن بیش از ماشینکاری ساده خواهد بود. در نتیجه، بهتر است در صورت امکان راه حل جایگزینی انتخاب نمایید.
خم هایی که در کنار یکدیگر قرار می گیرند
ابتدا باید میزان نیروی خمش متناسب با حداقل طول فلنج را بدست آورد. باید پیش از ایجاد خم های کنار یکدیگر، از قابلیت ورق فلزی و طراحی خود اطمینان حاصل نمایید. ممکن است زمانی که می خواهید قسمت خم شده را روی قالب قرار دهید، دچار مشکل شوید. اگر خم های شما مانند خم U، در جهت یکسانی قرار دارند، یک قاعده رایج در طراحی این است که طراحی قسمت میانی طولانی تر از فلنج باشد.

نگهداری خم ها در یک خط
داشتن تعداد زیاد خم در طراحی نیاز به تنظیمات بسیار زیادی دارد. بهتر است در صورت وجود چندین فلنج متوالی، خم ها در یک خط نگه داشته شوند. با این حساب، می توانید تعداد عملیات را به حداقل برسانید. در غیر این صورت، اپراتور باید قطعات را برای هر بار خم مجدد تنظیم کند، که به معنی زمان و هزینه بیشتر است.
خط خم موازی با یک طرف ورق فلزی
خطوط خمشی غیر موازی به نتایج نادرستی منجر می شوند. همانطور که عنوان شده است، برای موقعیت یابی باید خطوط خم موازی با یک سمت ورق فلزی باشند. در غیر این صورت، تراز کردن ورق یک سردرد واقعی خواهد بود و ممکن است نتیجه نامطلوبی به دست آید.
برجسته بودن خمش
برجسته کردن خم امر ضروری می باشد. برای به دست آوردن بهترین نتیجه، لازم است نه تنها یک شکاف کوچک لیزری ایجاد کنید، بلکه باید یک برش واقعی در کناره های فلنج ایجاد نمایید، به طوریکه یک برجستگی در خمش بدست آید. عرض چنین برشی باید بیشتر از ضخامت مواد باشد. این امر اطمینان می دهد که هیچ گونه پارگی یا تغییر شکل در خم نهایی وجود نخواهد داشت. یکی دیگر از روشهای خوب در رابطه با اینگونه طراحی این است که شعاعهای کوچکی را به برجستگیهای خم وارد کنید، زیرا آنها فشارها روی ورق را کاهش می دهند.
خم کردن یک جعبه
شکاف های کوچک تضمین کننده یک کار عملی هستند. هنگام خم کردن جعبه، باید فاصله های کوچکی بین فلنج ها باقی بماند. در غیر این صورت آخرین خم می تواند با پیچ های موجود تصادف کند و کل ساختار را بشکند.

بررسی الگو مسطح
نکته ای که باید در نظر داشته باشید این است که هر از گاهی نمای CAD خود را به الگوی مسطح تغییر دهید. مزیت های زیادی در این روش وجود دارد. اولاً، اگر از فلنج خود دور شوید، ممکن است به طرحی برسید که نمی تواند به صورت صاف وجود داشته باشد. آنچه نمی تواند در الگوی مسطح وجود داشته باشد، در هیچ الگوی دیگری یافت نخواهد شد.
طرح بندی را اندازه گیری کنید. شاید بتوانید طرح را برای تناسب مطلوب تنظیم نمایید. اگر سایز کوچکتر قابل اجرا است، از رفتن به ورق بزرگتر خودداری کنید. شاید اگر چند میلی متر را از طرح دور بریزید، بتوانید 2 قطعه را روی یک ورق قرار دهید. این عمل بر روی قیمت نهایی اثر می گذارد.
قانون کلی برای حداقل شعاع خمش
انتخاب شعاع داخلی خمش متناسب با ضخامت ورق یکی از ساده ترین کارها در طراحی خم کاری ورق فلزی است. انتخاب مقدار مناسب شعاع خمش از ایجاد مشکلات بعدی جلوگیری می کند. اگر مقدار شعاع خمش کمتر از مقدار مناسب باشد، مشکلات زیادی در مراحل بعدی ایجاد می نماید. چنانچه شعاع بزرگتر از حد مناسب انتخاب گردد، محاسبات بعدی را دشوار می سازد.
جهت خمش
جهت خمش باید عمود بر ورق باشد. خم ها نباید در جهت موازی طراحی ورق باشند. این امر به ویژه در مورد آلومینیوم و هاردوکس اهمیت دارد. البته، همه ما پوشش آلومینیومی را با 4 طرف می شناسیم که به معنی عملیات خم شدن برخلاف نکته مورد نظر در مورد جهت خمش است. با این وجود، در صورت امکان بهتر است از خمش موازی با ورق اجتناب کنید. نتیجه این نوع خم کاری می تواند سطوح ناهموار یا حتی ترک خورده باشد.
لبه دار کردن
در صورت امکان در طراحی خود یک شعاع داخلی قرار دهید. اگر می خواهید لبه های ورق فلزی خود را تقویت کنید، لبه دار کردن یک گزینه عالی است. با این وجود، برخی توصیه ها را باید مد نظر داشت. بهتر است یک شعاع کوچک داخل ورق بگذارید. از بین بردن کامل شعاع به قدرت و نیروی زیادی نیاز دارد. همچنین، ورق در معرض ترک خوردگی قرار می گیرد. از طرف دیگر ایجاد شعاع، این خطر را برطرف می نماید.
منابع
https://www.salamanderfabs.com/latest-news/what-metal-bending/
https://www.oshcut.com/sheet-metal-design-rules
https://avatar.fandom.com/wiki/Metalbending
https://findanyanswer.com/can-aluminum-flat-bar-be-bent
https://www.quora.com/What-material-alloy-and-or-structure-can-bend-the-most-times-without-breaking





















بدون دیدگاه